


磨削技术
薄片平面的磨削 |
| 发布时间:2020/12/21 |
| 薄片平面的磨削 垫圈、摩擦片、样板等厚度较薄或比较狭长的工件均称为薄片、薄板工件。这类工件刚度差、磨削时很容易产生受热变形和受力变形。尤其是工件在磨削前有翘曲变形,这时如果用电磁吸盘进行装夹,在吸力作用下会产生很大的弹性变形,翘曲暂时消失,但去除吸紧力,放松工件后,弹性变形消失,工件又恢复成原来的翘曲形状。 针对薄片工件磨削的特点,可采用以下措施来减小工件因受热或受力产生的变形。 1)应选择硬度较低、粒度较粗、组织疏松的自刚玉砂轮进行磨削,并应及时对砂轮进行修整,保持砂轮的锋利。 2)磨削时应采用较小的背吃刀量和较高的工作台纵向进给速度。 3)应供应充分的切削液,改善磨削条件。 4)改进装夹方法,减小工件的受力变形。 1.平面磨床磨削参数的选择 选用较软的砂轮,采用较小的磨削深度和较高的纵向进给速度,供应充分的磨削液等来改善磨削条件。 2.平面磨床装夹方法 (1)垫弹性垫片在工件下面垫很薄的橡皮或海绵等弹性物质(见图73),并交替磨削两平面。因橡皮等能够压缩,因而减少了工件的弹性变形,磨出的工件较平直。当工件两平面交替磨削几次后,工件的平面度误差会逐渐减小。 (2)垫纸首先要分辨出弯曲的方向,用电工纸垫入空隙处,并粘在工件上(见图74),以垫平的一面吸在电磁吸盘上磨另一面。磨出一个基准面并交替磨削两面。 (3)涂蜡工件一面涂以白蜡(见图75),并在砂轮端平面上摩擦,使之与工件齐平,吸住该面磨另一面。磨出一个基准面并交替磨削两面。 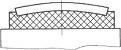 图73弹性垫片法 图74垫纸法 (4)用导磁铁为了减小电磁对工件的吸力,可以把工件放在导磁铁上(见图76)。导磁铁的绝磁层与电磁吸盘绝磁导对齐,导磁铁的高度应适当,保证工件能吸牢。由于导磁铁的作用,减小了磁力线对工件的吸力,从而使工件弹性变形得刭改善。  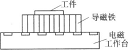 图75涂蜡法 图76用导磁铁法 (5)用平面磨床专用夹具有些零件如长导轨,磨削时可以采用专用夹具装夹,将工件一面磨好,减少弹性变形,然后以此面为基准吸在电磁吸盘上磨另一平面。 (6)先研磨出一个基准面 先用手工或机械方法研磨出一个基准面,然后吸住磨另一面,再交替磨削(见图77)。 (7)利用平面磨床工作台剩磁 工作台剩磁吸力比较 图77先研出一个基准面小,可以利用这一点来装夹小工件,以减小弹性变形。注意磨削深度一定要小,并充分冷却。 |
产品展示
联系我们
公司地址:南通市通州区通扬南路588号
联系电话:0513-87119922
联系人:李先生
手机:15606292777
邮箱:sales@nt2mt.com
网址:http://www.pingmianmochuang.com
联系电话:0513-87119922
联系人:李先生
手机:15606292777
邮箱:sales@nt2mt.com
网址:http://www.pingmianmochuang.com