


磨削技术
平面磨床砂轮的检查、安装、平衡和修整 |
| 发布时间:2020/10/16 |
| 平面磨床砂轮的检查、安装、平衡和修整 一、平面磨床砂轮的检查 平面磨床砂轮在安装使用前必须经过严格的检查,有裂纹等缺陷的平面磨床砂轮绝对不准安装使用。 平面磨床砂轮的检查项目及内容。 1、标记检查 平面磨床砂轮没有标记或标记不清,无法核对、确认其特性的平面磨床砂轮,不管是否有缺陷,都不可使用。 与标记核对,根据平面磨床砂轮上粘贴的标记,核对平面磨床砂轮的磨料、结合剂、粒度、组织、硬度、形状和尺寸是否符合使用要求。 特别要注意标志平面磨床砂轮安全圆周速度与所用磨削机械的主轴转速是否匹配,决不可超速使用。 2、缺陷检查 目测检查,就是直接用肉眼或借助其他器具察看平面磨床砂轮表面是否有裂纹或破损等缺陷。 音响检查,也称敲击试验,主要针对平面磨床砂轮的内部缺陷,检查方法是用小木锺敲击平面磨床砂轮。正常的平面磨床砂轮声音清脆,声音沉闷、嘶哑,说明有问题。将平面磨床砂轮竖直放在平整的硬地面上(小平面磨床砂轮可通过中心孔悬挂起来),用200-300#的小木锤轻轻敲击,敲击点在平面磨床砂轮任一侧面的垂直中线两旁45o距平面磨床砂轮外缘周边20-50mm处;第一点敲击完后,将平面磨床砂轮再旋转45o,再敲击一次。如果声音清脆,说明没有裂纹,可以使用;若声音沉闷或嘶哑,说明有裂纹,严禁使用(被检查的平面磨床砂轮必须干燥、无附着物)。 平面磨床砂轮的回转强度检验,对同种型号-批平面磨床砂轮应进行回转强度抽验,未经强度检验的平面磨床砂轮批次严禁安装使用。 二、平面磨床砂轮的安装 平面磨床砂轮的安装是否合理,是否符合安全要求?它的使用方法是否确,是否符合安全操作规程?这些问题都直接关系到每-位操作工人身安全。因此,在实际使用中必须引起我们足够的重视。 1.磨床平面磨床砂轮的安装 磨床最常用的平面磨床砂轮安装方法是用法兰盘装夹平面磨床砂轮,如图2所示。法兰盘与平面磨床砂轮之间应垫上0.5-1mm厚的弹性垫板,平面磨床砂轮与轮轴或法兰盘问应有-定的间隙,以免主轴受热膨胀而将平面磨床砂轮胀裂。 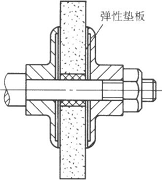 图2磨床平面磨床砂轮的安装 磨床平面磨床砂轮的安装注意事项 1)核对平面磨床砂轮的特性是否符合使用要求,平面磨床砂轮与主轴尺寸是否相匹配。 2)将平面磨床砂轮自由地装配到磨床主轴上,不可用力挤压。平面磨床砂轮内径与主轴和卡盘的配合间隙适当,避免过大或过小。配合面清洁,没有杂质。 3)磨床的平面磨床砂轮法兰盘应左右对称,压紧面径向宽度应相等。压紧面平直,与平面磨床砂轮侧面接触充分,装夹稳固,防止平面磨床砂轮两侧面因受不平衡力作用而变形甚至碎裂。 4)法兰盘与平面磨床砂轮端面之间应夹垫-定厚度的柔性材料衬垫(如石棉橡胶板、弹性厚纸板或皮革等),使法兰盘夹紧力均匀分布。 5)紧固平面磨床砂轮时,松紧程度应以压紧到足以带动平面磨床砂轮不产生滑动为宜,不宜过紧。当用多个螺栓紧固大法兰盘时,应按对角线成对、顺序、逐步、均匀旋紧,禁止沿圆周方向顺序紧固螺栓,或-次把某-螺栓拧紧。紧露平面磨床砂轮卡盘只能用标准板手,禁止用敲打办法加大拧紧力矩。 2.平面磨床砂轮机平面磨床砂轮的安装 平面磨床砂轮机(图3)是机械工厂最常用的机器设备之-。平面磨床砂轮机安装平面磨床砂轮时,首先要对平面磨床砂轮的安全质量进行检测,用尼龙锤(也可以用笔)轻敲平面磨床砂轮侧面,音响清脆则没问题。平面磨床砂轮机平面磨床砂轮的安装注意事项见表2.26。  图3平面磨床砂轮机 平面磨床砂轮机平面磨床砂轮的安装注意事项 1)平面磨床砂轮机的定位 平面磨床砂轮机安装在什么位置,是安装过程中首先要考虑的问题,只有选定了合理又合适的位量,才能进行其他的工作。平面磨床砂轮机禁止安装在正对着附近设备及操作人员或经常有人过往的地方,-般较大的车间应设置专用的平面磨床砂轮机房。如果确因厂房地形的限制不能设置专用的平面磨床砂轮机房,应在平面磨床砂轮机正面装设高度不低于1.8m的防护挡板,并且挡板要求牢固有效。 2)平面磨床砂轮的平衡 平面磨床砂轮的不平衡主要是由平面磨床砂轮的制造和安装不准确,使平面磨床砂轮重心与回转轴不重合而引起的。不平衡造成的危害主要表现在两个方面,一方面在平面磨床砂轮高速旋转时,引起振动,易造成工件表面产生多角形振痕;另-方面,不平衡加速了主轴的振动和轴承的磨损,严重时会造成平面磨床砂轮的破裂,甚至造成事故。因此,要求直径大于或等于200mm的平面磨床砂轮机装上接盘后应先进行静平衡,平面磨床砂轮在经过整形修整后或在工作中发现不平衡时,应重复进行静平衡 3)接盘与平面磨床砂轮的匹配 匹配问题主要是指接盘与平面磨床砂轮的安装配套问题。按标准要求,平面磨床砂轮接盘直径不得小于被安装平面磨床砂轮直径的1/3,且相应规定平面磨床砂轮磨损到直径比接盘直径大10mm时应更换新平面磨床砂轮。这样就存在-个接盘和平面磨床砂轮的匹配问题,否则会出现这样的情况,“大马拉小车”造成设备和材料的浪费;“小马拉大车”又不符合安全要求,易造成人身事故。因此,接盘与平面磨床砂轮的合理匹配,一方面可以节约设备,节约材料;另-方面又符合安全操作要求。此外,在平面磨床砂轮与接盘之间还应加装直径大于接盘直径2mm,厚度为1-2mm的软垫。 4)安全防护 防护罩是平面磨床砂轮机最主要的防护装置,其作用是:当平面磨床砂轮在工作中因故破坏时,能够有效地罩住平面磨床砂轮碎片,保证人员的安全。平面磨床砂轮防护罩的形状有圆形和方形两种,其最大开口角度不允许超过90o;防护罩的材料为抗拉强度不低于415N/mm2的钢。更换新平面磨床砂轮时,防护罩的安装要牢固可靠,并且防护罩不得随意拆卸或丢弃不用。防护罩挡板是平面磨床砂轮机的主要防护附件之-,在平面磨床砂轮机轴水平面以上开口大于等于30o时必须设置防护罩挡板。它的主要功能是用来遮挡磨削过程中的飞屑,以免伤及操作人员。它安装于防护覃开口正端,宽度应大于平面磨床砂轮防护罩宽度,并且应牢固地固定在防护罩上。此外,要求平面磨床砂轮圆周表面与挡板的间隙应小于6mm 5)平面磨床砂轮机托 托架是平面磨床砂轮机常用的附件之-,按规定平面磨床砂轮直径在150mm以上的平面磨床砂轮机必须设置可调托架。平面磨床砂轮与托架之闯的距离应小于被磨工件最小外形尺寸的1/2,但最大不应超过30mm。 6)安全接地 平面磨床砂轮机使用动力线,因此设备的外壳必须有良好的接地保护装置。这也是防止事故的重要措施之一。 3.正确使用平面磨床砂轮机平面磨床砂轮机使用过程中的注意事项 1)侧面磨削 在平面磨床砂轮机的日常使用中,常常发现有的操作者不分平面磨床砂轮机的种类,随意地使用平面磨床砂轮的侧面进行磨削,这是严重违反安全操作规程的行为。按规程用圆周表面作工作面的平面磨床砂轮,不宜使用侧面进行磨削。这种平面磨床砂轮的径向强度较大,轴向强度很小,操作者用力过大时会造成平面磨床砂轮破碎,甚至伤人,在实际使用过程中应禁止这种行为 2)正面操作 在日常的使用中,许多操作者总习惯正对着平面磨床砂轮进行操作,原因是在这个方向上磨削容易加力,其实这种行为是平面磨床砂轮机操作中应特别禁止的行为。按操作规程,使用平面磨床砂轮机磨削工件时,操作者应站在平面磨床砂轮的侧面,不得在平面磨床砂轮的正面进行操作,以免平面磨床砂轮出故障时,平面磨床砂轮飞出或平面磨床砂轮破碎飞出伤人 3)用力操作 在平面磨床砂轮机的使用时,有些操作者,尤其是年轻的操作者,为求磨削的速度快,用力过大过猛,这是-种极不安全的操作行为。任何平面磨床砂轮本身都有-定的强度,这样做很可能会造成平面磨床砂轮的破碎,甚至飞出伤人,是-种应禁止的行为 4)共同操作 在实际的日常操作中,也有这样的情况发生,有人为赶生产任务、抢工作时间,两人共用-台平面磨床砂轮机同时操作,这是-种严重的违章操作行为,应严格禁止。-台平面磨床砂轮机不够用的时候,可以采用添加平面磨床砂轮机的办法解决,绝对不允许同时共用-台平面磨床砂轮机 5)使用环境 一般应设置专用平面磨床砂轮机房,且严禁在平面磨床砂轮机房或平面磨床砂轮机附近堆放易;燃蒜纛的物品,以免发生火灾熊摔事放,也不应在平面磨床砂轮机附近乱放其他零件或物品 6)日常管理 平面磨床砂轮机应有专人负责,凡非本单位人员欲在平面磨床砂轮机上磨削物件时,需经专职负责人许可,并且严格遵守安全操作规程,严禁未经垂童人员同意,外人私自乱用平面磨床砂轮机。此外,平面磨床砂轮的更换亦应由专人负责,禁止他人私自更换、安装平面磨床砂轮 7)平面磨床砂轮机关机 操作人员停止工作后,应立即关机9禁止平面磨床砂轮机在无人使用、元人管理的情况下空转。此外,使用后应保持平面磨床砂轮机的清洁 4.平面磨床砂轮机平面磨床砂轮的更换平面磨床砂轮机平面磨床砂轮在更换时应注意的事项 1)平面磨床砂轮磨损 任何平面磨床砂轮都有-定的使用磨损要求,磨损情况达到-定的程度就必须更换新的平面磨床砂轮。不能为了节约材料,超过寒损要求仍然使用,这是-种极不安全的违章行为。-般规定,当平面磨床砂轮磨损到直径比接盘直径大10mm时就应更换新平面磨床砂轮。 2)平面磨床砂轮有效期 从库房领出的新平面磨床砂轮不一定是合格的平面磨床砂轮,甚至从厂家买进的新平面磨床砂轮也不-定是合格的平面磨床砂轮。任何平面磨床砂轮都有它-定的有效期限,在有效期限内使用,它是合格平面磨床砂轮;超过有效勰僚甩,就不-定是合格的平面磨床砂轮。安全操作规程规定,平面磨床砂轮应在有效期内使用,楗脂和橡胶结合剂平面磨床砂轮存储一年后必须经回转试验,合格者方可使用。 3)平面磨床砂轮质地 在使用过程中,如果发现平面磨床砂轮局部出现裂纹,应立即停止使用,重新更换新的平面磨床砂轮,以免造成礁轮破碎伤人事故。 三、平面磨床砂轮的平衡 由于平面磨床砂轮各部分密度不均匀、几何形状不对称以及安装偏心等各种原因,往往造成平面磨床砂轮中心线与主轴中心线不重合,郎产生不平衡现象。不平衡的平面磨床砂轮在高速旋转时会产生振动,影响磨削质量和磨床精度,严重时还会造成机床损坏和平面磨床砂轮碎裂。因此在安装平面磨床砂轮前要进行平衡。平面磨床砂轮的平衡有静平衡和动平衡两种。一般情况下,只须作静平衡,但在高速磨削(线速度大于50m/s)和高精度磨削时必须进行动 一般直径大于125mm的平面磨床砂轮都要进行平衡,使平面磨床砂轮的重心与其旋转轴线重合。 图24所示为平面磨床砂轮静平衡装置。平衡时将平面磨床砂轮装在平衡心轴上,然后把装好心轴的平面磨床砂轮平放到平衡架的平衡导轨上,平面磨床砂轮会作来回摆动,直至摆动停止。平衡的平面磨床砂轮可以在任意位置都静止不动。如果平面磨床砂轮不平衡,则其较重部分总是转到下面,这时可移动平衡块的位置使其达到平衡。平衡好的平面磨床砂轮在安装至机床主轴前先要进行裂纹检查,有裂纹的平面磨床砂轮绝对禁止使用。 平衡平面磨床砂轮的方法:在平面磨床砂轮法兰盘的环形槽内装入几块平衡块,通过调整平衡块的位置使平面磨床砂轮重心与它的回转轴线重合。 平面磨床砂轮调整静平衡时的注意事项。 1)平衡架要放水平,特别是纵向方向 2)要将平面磨床砂轮中的切削液甩净 3)平面磨床砂轮要紧固,法兰盘、平衡块要洗净 4)平面磨床砂轮法兰盘内锥孔与平衡心轴配合要紧密,心轴不应弯曲 5)平面磨床砂轮平衡后,平衡块要紧固 6)平衡架的平衡轨道最好采用刀口式,因为平衡轨道与心轴接触面越小,反应越灵敏 四、平面磨床砂轮的修整 在磨削过程中,平面磨床砂轮的磨粒在摩擦、挤压作-磨圆变钝,或者在磨韧性材料时,磨屑常常嵌耋中,使平面磨床砂轮表面堵塞,最后使平面磨床砂轮丧失切削能力之间会产生打滑现象,并可能引起振动和出现码降,表面粗糙度变差。同时由于磨削力及磨削热变形和影响磨削精度,严重时还会使磨削表面出。 此外,由于平面磨床砂轮硬度的不均匀及磨粒工作条作表面磨损不均匀,各部位磨粒脱落多少不等,影响工件表面的形状精度及表面粗糙度。凡就必须进行修整,切去表面层的磨料,使平面磨床砂轮表磨粒,以恢复平面磨床砂轮的切削能力与外形精度。 平面磨床砂轮常用金刚石进行修整,金刚石具有很高修整平面磨床砂轮的主要工具,如图5所示。修整时要避免因温度剧烈升高造成金刚石破裂。 精密磨削时,为了获得更低的表面粗糙度彰整方法,例如油石修整,如图6所示。 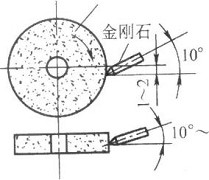   图5金刚石修整平面磨床砂轮 6油石修整平面磨床砂轮 |
产品展示
联系我们
公司地址:南通市通州区通扬南路588号
联系电话:0513-87119922
联系人:李先生
手机:15606292777
邮箱:sales@nt2mt.com
网址:http://www.pingmianmochuang.com
联系电话:0513-87119922
联系人:李先生
手机:15606292777
邮箱:sales@nt2mt.com
网址:http://www.pingmianmochuang.com