


磨削技术
40Cr淬火等边三角块的平面磨削 |
| 发布时间:2020/9/15 |
| 40Cr淬火等边三角块的平面磨削 图12所示为等边三角块,材料为40Cr,经淬火处理,硬度为58HRC,抗拉强度Ra为2597MPa,热导率低,在磨削过程中,易产生烧伤等现象,其平面磨削加工性相对较差。 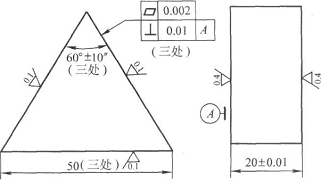 技术要求:1.材料为40Cr,热处理淬火硬度为58HRC2.分度精度为20”。 图12等边三角形块 此等边三角形块,角度为60o±10”,平面度公差为0.002mm,表面粗糙度值为Ra0.1 um。两平面尺寸为20mm±0.01mm,与角度平面的垂直度公差为0.01llllIl,表面粗糙度值为Ra0.4pm。此工件的平面磨削难点是如何采取措施保证角度公差±10”,达到三等分精度要求及保证与A面的垂直度公差。 1.磨削前的准备 1)粗磨时,选用M7120D型卧轴矩台平面磨床和 WAF60L6V为特性的砂轮。精磨和精密磨时,选用MM7120A型精密平面磨床和WAF80K6V为特性的砂轮。 2)粗磨三等分平面时,采用如图3.13所示的专用夹具将工件装夹在磨床电磁吸盘上。 3)为了在磨削三等分平面时测量角度60o±10”,在平台上用正弦规和指示表检测,再在精密平口钳中用指示表找正工件平面来纠正误差,以达到60o±10”在公差范围内。 2.磨削步骤 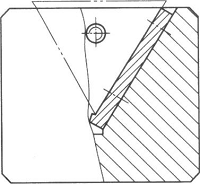 图13专用夹具 1)在M7120D型平面磨床上,以A面和与A面相对的平面互为定位基准,吸在电磁吸盘上,粗磨两面,留余量0.1-0.15mm 。 2)在同一磨床上,工件用图3-13所示的专用夹具装夹,吸在磨床电磁吸盘上,粗磨三等分平面,每面留余量0.1-0.15mm,三处50mm边长尽量同大,斜角偏差为±15”。 3)进行人工时效处理和冰冷处理。 4)在MM7120A型精密平面磨床上,以A面和与A面相对的平面互为定位基准,用电磁吸盘装夹工件,精磨两平面至要求。 5)先用正弦规和指示表检测60o±10”角度误差值,把精密平口钳放在MM7120A型平面磨床电磁吸盘上,使钳口平面与磨床工作台运动方向平行后吸附在电磁吸盘上,再使刚在正弦规上检测的平面向上,夹在平口钳中,用指示表找正,其表上的读数和位置与在正弦规上的差值一样,对此平面进行精密磨削。然后再用此方法检测、找正,精密磨削其他两面至要求。 6)卸下工件,检验质量。 3.注意的问题 1)在磨削过程中,要对钝化的砂轮及时修整,保持砂轮锋利。同时要加大切削液的流量,以防止烧伤工件表面。 2)在精密磨削三等分平面前,用70o-80o尖角金剐石笔修整砂轮,以使砂轮表面获得锋利的微刃,并增加2-3次光磨,以获得较小的表面粗糙值。 3)切削液必须经过滤净化,防止产生表面划伤现象。 |
产品展示
联系我们
公司地址:南通市通州区通扬南路588号
联系电话:0513-87119922
联系人:李先生
手机:15606292777
邮箱:sales@nt2mt.com
网址:http://www.pingmianmochuang.com
联系电话:0513-87119922
联系人:李先生
手机:15606292777
邮箱:sales@nt2mt.com
网址:http://www.pingmianmochuang.com