


磨削技术
典型工件磨削:45钢斜垫块的磨削 |
| 发布时间:2022/12/30 |
| 典型工件磨削:45钢斜垫块的磨削 图6所示为斜垫块,材料为45钢,经调质处理,硬度为230~250HBW,抗拉强度m为750MPa,伸长率δ为13%,冲击韧度aK为39·2J/cm2,热导率K为50.2W/m.K),其磨削加工性相对较好。 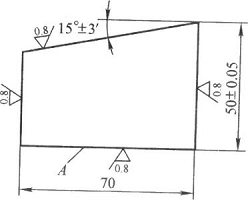  技术要求 材料为45钢,调质至220.250HBW。 图6斜垫块 此斜块底面A为基准面,顶面是斜角为15o±3,的斜面,右侧面为斜角大端(50mm±0.05mm),所磨削表面的表面粗糙度值均为m0.81um。磨削时,先采用横向法粗、精磨外形三平面,最后用正弦电磁吸盘(或用正弦平口钳)装夹磨斜面。 1.磨削前的准备 1)选用M7120型平面磨床和AF46K5V为特性的砂轮。 2)磨斜面时,选用正弦电磁吸盘装夹工件。在使用正弦电磁吸盘时,先根据工件斜角和正弦圆柱的中心距计算所垫量块组的高度日,计算式如下: H=Lsinβ 式中 H--量块组的高度(mm); L--正弦圆柱的中心距(mm); β--工件斜角(o)。 2.磨削步骤 1)把平口钳吸在电磁吸盘上,钳口平面与工作台运动方向平行。将工件斜面朝下装夹,并用指示表找正A面,然后粗、精磨A面,磨光为止。 2)将工件卸下,平口钳水平旋转90o并固定。再将工件右侧面朝上装夹在平口钳上,用指示表找正A面与工作台的垂直度误差小于0.01mm。粗、精磨工件上面,磨光为止。 3)卸下工件和平口钳,以刚磨好的右侧面为定位基准,将工件固定在电磁吸盘上,粗、精磨工件左侧面至要求。 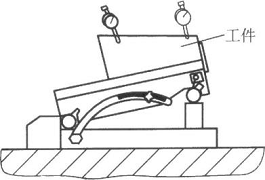 图7磨斜面时工件的装夹 4)将平面磨床上的正弦电磁吸盘吸在原电磁吸盘上,使正弦电磁吸盘工作台与磨床工作台运动方向平行。把计算好的量块组垫在正弦电磁吸盘右边的圆柱下,如图3.7所示。将工件放在正弦电磁吸盘上,用指示表找正工件侧面与工作台运动方向平行后固定。粗、精磨斜面至要求。 5)卸下工件,检验质量。 3.注意的问题 1)磨斜面时,工件小端必须,紧靠正弦电磁吸盘韵定位挡板,以保证工件斜面的斜面精度和尺寸精度,并在粗磨后及时测量工件斜度。 2)工件的两侧面虽无磨削要求,但为了便于找正,最好磨光。 |
产品展示
联系我们
公司地址:南通市通州区通扬南路588号
联系电话:0513-87119922
联系人:李先生
手机:15606292777
邮箱:sales@nt2mt.com
网址:http://www.pingmianmochuang.com
联系电话:0513-87119922
联系人:李先生
手机:15606292777
邮箱:sales@nt2mt.com
网址:http://www.pingmianmochuang.com