


磨削技术
平面磨床操纵和调整的技巧与诀窍 |
| 发布时间:2020/7/14 |
| (一)卧轴矩台平面磨床各部件的名称和作用 M7120D型平面磨床是在M7120A型平面磨床的基础上经潮改进的卧轴矩台平面磨床,由床身、工作台、磨头、滑板、壹柱、电器箱、电磁吸盘、电器按钮板、液压操纵箱等部件组成(见图)。 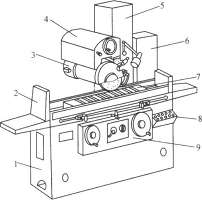 图 M7120D型平面磨床1-床身;2-工作台;3-磨头;4-滑板;5-立柱;6-电器箱;7-电磁吸盘;8-电器按钮板,9-液压操纵箱 (1)床身。床身1为箱形铸件,上面有V型导轨及平导轨,工作台2安装在导轨上。床身前侧的液压操纵箱上装有工作台手动机构、垂直进给机构、液压操纵板等,用以控制机床的机械与液压传动。电器按钮板上装有电器控制按钮。 (2)工作台。工作台2是一盆形铸件,上部有长方形台面,下部有凸出的导轨。工作台上部台面经过磨削,并有一条T形槽,用以固定工作物和电磁吸盘。在台面四周装有防护罩,以防止切削液飞溅。 (3)磨头。磨头3在壳体前部,装有两套短三块油膜滑动轴承和控制轴向窜动的两套球面止推轴承,主轴尾部装有电动机转子,电动机定子固定在壳体上。 磨头3在水平燕尾导轨上有二种进给形式:一种是断续进给,即工作台换向一次,砂轮磨头横向作一次断续进给,进给量1-12mm;另一种是连续进给,磨头在水平燕尾导轨上往复连续移动。连续移动速度为0.3-3m/min,由进给选择旋钮控制。磨头除了可液压传动外,还可作手动进给。 (4)滑板。滑板4有两组相互垂直的导轨,一组为垂直的导轨,用以沿立柱作垂直移动,另一组为水平燕尾导轨,用以作磨头横向移动。 (5)立柱。立柱5为一箱形体,前部有两条矩形导轨,兰安装在中间,通过螺母使滑板沿矩形导轨作垂直移动。 (6)电器箱。M7120D型平面磨床在电器安装上进行了改进,将原来装在床身上的电器原件等装到电器箱内。这样有利于并维修和保养。 (7)电磁吸盘。电磁吸盘7主要用于装夹工件。 (8)电器按钮板。电器按钮板8主要用于安装各种电器按钮,通过操作按钮,来控制机床的各项迸给运动。 (9)液压操纵箱。液压操纵箱9主要用于控制机床的液压传动。 (二)平面磨床操纵和调整的技巧与诀窍 图 为M7120D型平面磨床的操纵示意图。 1.工作台的操纵和调整技巧与诀窍 (1)液压操纵步骤与诀窍。 1)按动液压泵启动按钮15,启动液压泵。 2)调整工作台行程挡铁2于两极限位置。 3)在液压泵工作数分钟后,扳动工作台启动调速手柄19向顺时针方向转动,使工作台从慢到快进行运动。 4)扳动工作台换向手柄3,使工作台往复换向2-3次,查动作是否正常,然后使工作台自动换向运动。 (2)手动操纵步骤与诀窍。 1)扳动工作台启动调速手柄19,向逆时针方向转动,使作台从快到慢直至停止运动。 2)摇动工作台手动进给手轮1,工作台作纵向运动,手轮顺时针方向转动,工作台向右移动;手轮逆时针方向转动,工台向左移动。 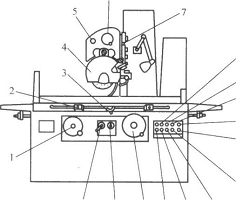 图 M7120D型平面磨床操纵示意图 1-工作台手动进给手轮;2-挡铁;3-工作台换向手柄}4-磨头I 5-磨头换向手柄;6-磨头横向手动进给手轮;7-磨头润滑按钮;8-砂轮低速启动按钮;9-砂轮停止按钮;10-砂轮高速启动按钮;11-切削液开关;12-电磁吸盘工作状态选择开关;13-磨头自动下降按钮;14-磨头自动上升按钮;15-液压泵起动按钮;16-总停按钮;17-垂直进给手轮;18-磨头液动进给旋钮;19-工作台启动调速手柄 2.磨头的操纵和调整技巧与诀窍 (1)磨头的横向液动进给技巧。 1)向左转动磨头液动进给旋钮18,使磨头从慢到快作连续进给(见图);调节磨头左侧槽内挡铁1的位置,使磨头在电磁吸盘台面横向全程范围内往复移动(见图)。 2)向右转动磨头液动进给旋钮18,使磨头在工作台纵向运动换向时作横向断续进给,进给量可在1~12mm范围内调节。磨头断续或连续进给需要换向时,可操纵换向手柄3,手柄向外拉出,磨头向外进给;手柄向里推进,磨头向里进给(见图)。 (2)磨头的横向手动进给技巧。当用砂轮端面进行横向进给磨削时,砂轮需停止横向液动进给。操作时,应将磨头液动进给旋钮18旋至中间停止位置,然后手摇磨头横向手动进给手轮4,使磨头作横向进给(见图),顺时针方向摇动手轮,磨头向外移动,逆时针方向摇动手轮,磨头向里移动。手轮每格进给量为0.01mm。 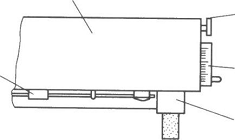  图 磨头的横向进给 1-挡铁;2-滑板;3-换向手柄;4-磨头横向进给手轮;5-磨头;6-电磁吸盘 (3)磨头的垂直自动升降技巧。磨头垂直自动升降 是由电器控制的。操纵时,先把垂直进给手轮17向外拉出,使操纵箱内的齿轮脱开,然后按动磨头自动上升按钮14,滑板沿导轨向上移动,带动磨头4垂直上升;按动按钮13,滑板向下移动,磨头垂直下降;松开按钮,磨头就停止升降。磨头的自动升降一般用于磨削前的预调整,以减轻劳动强度,提高生产效率。 (4)磨头的垂直手动进给技巧。磨头的进给是通过摇动垂直进给手轮17来完成的。操纵时,把垂直进给手轮17向里推紧,使操纵箱内齿轮啮合,摇动垂直迸给手轮17,磨头垂直上下移动。手轮顺时针方向摇动一圈,磨头就下降1mm,每格进给量为0.005mm。 3.砂轮的启动技巧与禁忌 为了保证砂轮主轴使用的安全,在启动砂轮前,必须先起动润滑泵,使砂轮主轴得到充分润滑。MTl20D型平面磨床油箱采用水银限位开关来延迟砂轮启动的时间,保证了砂轮启动时的安全。 操作时,在润滑泵启动约3min后,水银开关被顶起,线路接通。先按动砂轮低速启动按钮8,使砂轮作低速运转,运转正常后,再按动砂轮高速启动按钮10,使砂轮作高速运转,磨削结束后,按动砂轮停止按钮9,砂轮停止运转。润滑泵不启动砂轮是无法启动的。 4、工件在电磁吸盘上的装卸方法与诀窍 (1)将工件基准面擦干净,修去表面毛刺,然后将基准面放到电磁吸盘上。 (2)转动电磁吸盘工作状态选择开关12至“通磁”位置,使工件被吸住。 (3)工件加工完毕,将电磁吸盘工作状态选择开关12拨至“退磁”位置,退去工件的剩磁,然后取下工件。 (三)容易产生的问题和注意事项 (1)磨头在作横向或垂直进给前,应先按动磨头润滑按钮7,润滑立柱导轨、磨头导轨、滚动螺母等,每班一次。 (2)磨头在作自动下降时,要注意安全,不要在砂轮与工件相距很近时才松开按钮,以免由于惯性使砂轮撞到工件上。 (3)在磨削时,如需要使用切削液,可转动切削液开关11,使切削液泵工作,然后调节喷嘴喷出切削液。 (4)变换砂轮速度时,必须先揿停止按钮,然后再变换速度。从高速变换到低速时,必须在砂轮速度降低后再启动,以免损坏机床。 (5)电磁吸盘的台面要保持平整光洁,发现有划伤现象,应及时用油石或金相砂纸修去。如果表面划痕和毛刺较多、较深或者有某些变形,影响工件的加工精度,可对电磁吸盘台面作一次修磨。修磨时,电磁吸盘应接通电源,使它处于工作状态。每次修磨量应尽可能小,磨出即可,以延长电磁吸盘的使用寿命。 |
产品展示
联系我们
公司地址:南通市通州区通扬南路588号
联系电话:0513-87119922
联系人:李先生
手机:15606292777
邮箱:sales@nt2mt.com
网址:http://www.pingmianmochuang.com
联系电话:0513-87119922
联系人:李先生
手机:15606292777
邮箱:sales@nt2mt.com
网址:http://www.pingmianmochuang.com