


磨削技术
平面零件的精度检验 |
| 发布时间:2020/9/4 |
| 平面零件的精度检验 平面零件的精度检验包括尺寸精度,形状精度和位置精度三项。 一、平面度的检验技巧与诀窍 (1)着色法检验技巧。在工件的平面上涂上一层极薄的显示剂(红丹粉或蓝油),然后将工件放在精密平板上,使涂显示剂的平面与平板接触,然后双手扶住工件,在平板上平稳地移动(呈8字形移动),移动数次后,取下工件观察平面上摩擦痕迹的分布情况,以确定平面度误差大小。 (2)用透光法检验技巧。采用样板平尺检测。样板平尺有刀刃式、宽面式和楔式等几种,其中刀刃式最准确,应用最广(见图28)。 检测时,将样板平尺刃13放在被检测平面上,并对着光源,光从前方照射,此时观察平尺与工件平面之间缝隙透光是否均匀。若各处都不透光,表明工件平面度很高。若有个别地段透光,即可根据透光情况估计出平面度误差的大小。 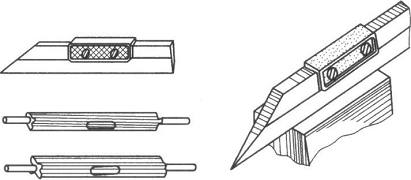 图28样板平尺 (3)用千分表检验技巧。在精密平板上用三只千斤顶将工件支起,并将千分表在千斤顶所顶的工件表面A、B、C三点调!高度相等,误差不大于0.005mm,然后用千分表测量整个平面看千分表读数是否有变动,其变动量即是平面度误差值(见29)。测量时,平板和千分表座要清洁,移动千分表时要平稽这种方法测量精度较准确,且可直接得知平面度误差值。 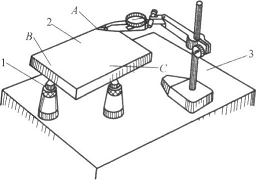 图29用千分表检验平蕊度 1-千斤顶;2-被测工件;3-精密平板 二、平行度的检验技巧与诀窍 (1)用千分尺或杠杆千分尺测量工件相隔一定距离的厚廖一次可多测几个点,则各点厚度的差值即为平面的平行度误差如图6-30所示。测量点越多。测量值越准确。 (2)用杠杆百分表或千分表在平板上检验。如图3l所示,将工件和百分表支架均放在平板上,把百分表的测量头压在工件平面(约压缩0.1mm)上,然后移动工件,使百分表的表头在工件平面上均匀地通过,百分表读数变动量就是工件平行度误差。测量时应将平板、工件擦干净,以免脏物影响平面平行度和拉毛工件平面。测量大型工件时,也可采用工件不动,表架移动的方法。  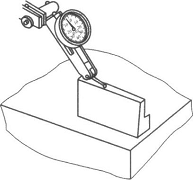 图30用千分尺测量平行度 图31用杠杆百分表在平板上测量平行度 三、垂直度的检验技巧与诀窍 (1)用90度角尺检测垂直度的技巧(见图6-32)。检验小型工件两平面垂直度时,可将90度角尺的两个尺边接触工件的垂直面,检测时,先将一个尺边紧贴工件一个平面,然后再移动90度角尺,让另一尺边逐渐接近并靠上工件另一个平面,根据透光情况来判断垂直度,如图32(a)所示。 当工件尺寸较大或重量较重对,可以把工件与90度角尺放在乎板上测量。90度角尺垂直放置,与平板垂直的尺边向工件的垂直平面靠近,根据尺边与工件平面的透光情况判断垂直度,如图32(b)所示。 (2)用90度角尺圆柱测量技巧(见图33)。在实际生产中广泛采用角尺圆柱检测,将角尺圆柱放在精密平板上,使被测工件慢慢向角尺圆柱的母线靠拢,根据透光情况判断垂直度,如图34(a)所示。这种测量方法基本上消除了由于测量不当引起的误差。一般角尺圆柱的高度均超过工件的高度,因而测量精度高,测量也方便。 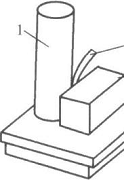 图33、用90度角尺圆柱检验垂直度(a)90度角尺圆柱测量,(b)90*圆柱角尺与塞尺测量 1-90度圆柱角尺;2-塞尺;3-工件 (3)用90度圆柱角尺与塞尺测量垂直度的技巧。把工件与90度圆柱角尺放到平板上,使工件贴紧90度圆柱角尺,观察透光的位置和缝隙大小,选择合适的塞尺塞空隙,如图33(b)所示。先选尺寸较小的塞尺塞进空隙内,然后加大尺寸塞进空隙,直至塞尺塞不进空隙为止,则塞尺标注尺寸即为工件的垂直度误差值。 (4)用千分表直接检测技巧(见图34)。此法可以测出工件垂直度误差的具俸数值。其测量装置如图34(a)所示,测量时先将工件的平行度测量好。将工件的平面轻轻地向圆柱棒靠紧,此时,可从千分表上读出数值,然后将工件转向180度,将工件另一面也轻轻靠上圆柱棒,从千分表上可读出第二个读数。工件转向测量时,应保证千分表、圆柱棒的位置固定不动。两读数差值的二分之一,即为底面与测量平面的垂直度误差。其测量原理如图34(b)所示。 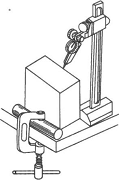 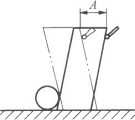 图34用千分表直接测量垂直度 (a)测量装置;(b)测量原理 (5)用百分表及测量圆柱棒测量垂直度的技巧。前面已介绍了用百分表及测量圆柱棒磨削垂直平面的方法,这种方法能直接反映平面垂直度的误差值,因此也可用来检验垂直度。测量时,将工件放到平板上,并向圆柱棒靠平,百分表表头测到工件最高点,读出数值后,工件转向180度,将另一平面靠平圆柱棒,读出数值。两个数值差的一半即为工件的垂直度误差值(测量时,要扣除工件本身平行度的误差值)。 两平面间的垂直度也可以用百分表在平面上进行检测。测量时,将工件放置在精密平板上,然后将90度角尺的底面紧贴在工件的垂直平面上并固定,然后用百分表沿90度角尺的一边向晃一边移动,百分表在距离为z的a、b两点上的读数差,就等于工件在该段上垂直度的误差值。测量情况如图35所示。 四、角度的检验技巧 斜面与基准平面闯的夹角,如果要求不太高的时候,可用羹度尺和游标万能角度尺检验,精度要求较高时,可以用正弦规检验,检验方法与检验圆锥体的锥度相同;有些小型工件有角度,可用角度量块比较测量,如图所示。 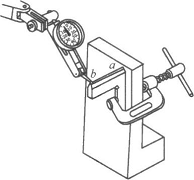 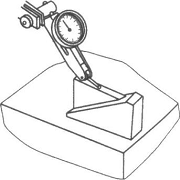 图 35用百分表在平板上检验垂直度 图36用角度量块 比较测量角度 |
产品展示
联系我们
公司地址:南通市通州区通扬南路588号
联系电话:0513-87119922
联系人:李先生
手机:15606292777
邮箱:sales@nt2mt.com
网址:http://www.pingmianmochuang.com
联系电话:0513-87119922
联系人:李先生
手机:15606292777
邮箱:sales@nt2mt.com
网址:http://www.pingmianmochuang.com