


磨削技术
高效深切磨削温度 |
| 发布时间:2020/6/17 |
| 高效深切磨削温度 由于磨削的几何区域和运动学上的改变,与平面磨削相比,外圆磨削热传导和磨削液的供给条件都有所不同。在高效深磨条件下,无论是平面磨削,还是外圆磨削,比磨削都能降到很低水平(低至7.25J /mm3),比磨削能随着磨屑厚度的增加而降低。为了成功地将高效深磨应用于外圆磨削,并取得很高的材料磨除率和高效的热传导条件,经实践证明,从理论上预测磨削温度并加上表面完整性的研究是行之有效的工具。 在大磨削深度磨削状态下,接触区和加工面上的磨削温度都可以通过最新开发的圆弧热度一源模型来估算,它能计算出传导到或者说转换到磨削区内正处于接触状态的各个元素上的热量,这些元素包括工件、砂轮、磨屑和磨削液。根据磨屑温度从环境温度增加到接近该材料熔点,可以估算出磨屑从磨削区带走的热量。从最新发表的论文中可以找到大磨削深度磨削条件下如何计算磨削温度的具体过程。较高的温度通常会导致被磨工件表面显微结构的改变并使表面残留有拉应力。 (1)圆弧热源模型 如图8所示,磨削面热源的作用可看成是半径为R的圆弧上的无数条移动线热源作用的总和,先热源线热源位于以速度u移动的坐标系中。工件内任意点M(z,z),受弧长为z,的整个面热源作用,在时间t后的温升可表达为一磨削长度)的解接近稳态解。 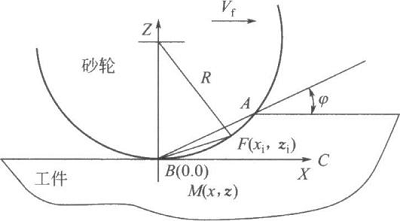 图8圆弧热源模型 高效深磨温度的求解一般有基于圆弧移动热源理论的近似解析法和基于离散数学的数值解法,高效深磨中的圆弧热源模型,已被大多数研究者所采用。该模型与实际磨削状况比较吻合。 尽管解析法所得的解能够比较清楚地表示出各种因素对热传导过程或温度分布的影响,但情况稍微复杂,解析解法就很难或不可能求解了,除非对原有问题进行简化。如简化零部件形状、简化导热体表面传热状态等,这在一定程度上影响了求解的准确性。 数值解法以离散数学为基础,以计算机为工具,其理论基础虽不如解析法那样严密,但对实际问题有很大的适应性。不需要像近似解析解法那样要进行许多假设。因而一般稍微复杂的高效深磨温度计算,都是通过数值解法求解,主要的数值解法为有限元法。 可以发现:随着工件速度的增大,磨削热在工件的渗透减小。因此,在高效深磨加工中,其热渗透层要比缓进给深磨小。比较已加工面和接触面上的平均速度,可知在高效深磨加工中,已加工面的温度比接触面低得多。在高效深磨加工中,磨削热进人工件的深度比缓进给深磨要浅;磨削热集中在砂轮与工件的接触层,而该层在加工中作为磨屑被快速而且连续地去除,从而带走了大量的磨削热。因此,在高磨除率(即高工件速度)条件下,工件的磨削温度较低。高效深磨加工的优点在于:比磨削能和进入工件的磨削热都减小,这样就抵消热流密度的增加,再辅之以有效的磨削液冷却,可见在非常高的材料磨除率条件下,磨削接触区的温度是较低的,从而有效地避免了工件的磨削烧伤。 在高效深磨条件下,随着材料的比磨除率增大,分配给磨屑的磨削热比例R。h增大,而且可以说绝大部分磨削热由磨屑带走。随着比磨除率的增加,分配到工件的磨削热比例R。减少;同时,分配到磨削液中的磨削热只占总磨削热中的--,b部分,也随比磨除率的增加而减少。但是,磨削液的充分供给有助于降低磨削能,也就是降低磨削热的大小,这时磨削液主要是保证砂轮和工件之间有充分的润滑。 在比磨除率很高的条件下,分配到工件的磨削热Qw值变得与磨屑温度Tch有关。当 Tch升高到材料的熔点1500度时,Qw下降到一个非常小的值;同样,分配到工件的磨削热的比例Rw也随比磨除率的增加而减小,最终会小于总磨削热的10%。由此可见,在非常高的磨削温度下,工件表面的磨削温度会低到不会有磨削烧伤。尽管在高效深磨条件下,磨削热的总量很高,但由于其分配给工件磨削热的比例Rw低,再加上工件已加工面的磨削温度要比接触面低得多,所以,工件已加工面的磨削温度会低到可以避免烧伤。 在高效深磨加工中,比磨削能之所以低,部分原因是高的比磨除率,这时磨屑厚度很大,导致了磨粒的自锐作用增强,从而在磨削中磨粒的磨削作用更有效,而其摩擦和耕犁作用大为减弱;同时,另外部分原因是;在磨削剪切区,工件材料受热变软,而这主要是因为非常高的应变率(变形速度)和接近绝热的磨屑剪切工艺过程。 在设计高效深磨工艺时,选择合适的加工工艺参数是一个关键的参数。只要选择一个最优的加工工艺参数,就能在很高的磨削加工材料磨除率条件下,获得好的磨削加工工件表面的完整性。同时,选择一个好的磨削加工条件也能使磨削液的冷却作用充分发挥出来。 当然,砂轮的状态也很重要。砂轮抗磨损性能好、砂轮的自锐性好及砂轮修整效果好等,都对高效深磨工艺有好的影响。 (2)高效深磨温度的理论公式 英国的W.B.Rowe在金属材料的高效深磨方面做了大量研究,提出了在磨削过程中,总的热量主要分配在工件、砂轮、磨屑和磨削液中的理论模型,也对其进行了大量验证,与实际试验结果吻合得很好,是到目前为止考虑各种影响因素最全面的一种。根据他的理论模型和温度的估算公式,可以推导出一个热量分配到工件中的部分占总体热量比例的一个模型。 通过匹配理论接触温度值和沿接触弧长得到的实验数据,又得到了磨削热分配到工件中间去的平均系数。需要指出的是,沿着接触弧长,不同地方分配系数的值还是有些差异的。事实上,很难沿着整个接触弧长匹配所有的温度值,所以,这里的平均系数是通过匹配平均理论接触温度值和沿实验数据的平均值简化得到的,这种方法更加直接一些。高效深磨温度的理论模型简述如下。 对于高效深磨来说,C值由接触面的温度所决定,受磨削中的Peclet数和砂轮工件接触角的影响,这里接触角由下式推出已加工表面上最大温度Tfin可由其与最大接触面温度Tcon的关系表达,其比值随着Pelect数和接触角的增大而减小。 ②Ks磨粒的传热系数来自Hahn提出的一颗磨粒在工件上滑动的模型。这种分析与热传递给磨屑和磨削液无关,则砂轮和工件子系统的热分配比Rws为 在得出以上四个传热系数的基础上,可以得出以下最大接触温度的计算公式,在得到了最大接触温度的条件下就可以将其代人式(6)去求得传人工件、砂轮、磨削液和磨屑中的热量qw、qs、gf和qch,也就是可以反推出传人工件的热量占总热量的比例的求解公式范围内变化。 |
产品展示
联系我们
公司地址:南通市通州区通扬南路588号
联系电话:0513-87119922
联系人:李先生
手机:15606292777
邮箱:sales@nt2mt.com
网址:http://www.pingmianmochuang.com
联系电话:0513-87119922
联系人:李先生
手机:15606292777
邮箱:sales@nt2mt.com
网址:http://www.pingmianmochuang.com